

������ǩ��EDGECAM 2019��
Edgecam�ƽ����һ���ǿ���ר������NC��̵ļ�����������죨CAM��ϵͳ��ǿ������ܽ������Ϊ�û����̼ӹ����ڡ����͵��߳ɱ�����߹���Ч���ṩ�˱��ϣ������ʹ��Edgecam�������и����㲿���ļӹ���̣���ȷ�����еIJ��ֶ��ܹ���ȷ����������������ȵؼ�����Edgecam���ܻ���̣�ʹ�����ڼ��ټӹ�ʱ����߳ɱ�����ʵ�ֽϴ�ij�Ч��Edgecam�ı�̷�������ʹÿ������ļӹ�ʱ�䶼�������̣�ת�뵽ʹ��ʵ��ģ�ͽ��б�̣�����ģ�������ɼӹ����ԣ������������ɴ���ĵ���·������������ȫ�����ģ���������������ˣ�ֻ��Ҫ���¼ӹ�����������·���ͻ���֮�Զ����£�Edgecamǿ��IJ����ӹ����ԣ�Edgecam�����ӹ����Լ�����ϳ����Ҳ���ڳ������������ּӹ������������氼�ۡ������۵ȼӹ�����֧��ʹ��Բ�ε�Ƭ����������˼ӹ�ʱ�䡢�����˲�Ʒ���������ڡ�����Ҫ������ȫ�������ߣ�����ȼ���������ĸ��ɺ͵��ߵ�ĥ�𣬿��Խ�һ��������ļӹ�Ч�ʣ�������ʵ�����˼ӹ���������Edgecam������Դ�ʹ�ͼӹ�ʱ��͵��߳ɱ��������û��Ľ������ڣ��ṩ���о������ļ۸�ʹ��ʵ��ģ�ͽ��б�̣�����ģ�������ɼӹ����Եȣ��ⶼ����ǿ������ƣ�����С���������Edgecam2019�ƽ�棬����ϸ�İ�װ�ƽ�ͼ�Ľ̳̣�
2�����ؾ����ļ�����ʾ����������Ȩ�ļ�
3���������ǰ�װ������StartHere���У���ͼ��ʾ����install��ʼ��װ

4����ͼ��ʾ��������װ������Э����棬��ѡ�ҽ���Э�飬�����һ��

5��������ѡ��������װ·���������һ��
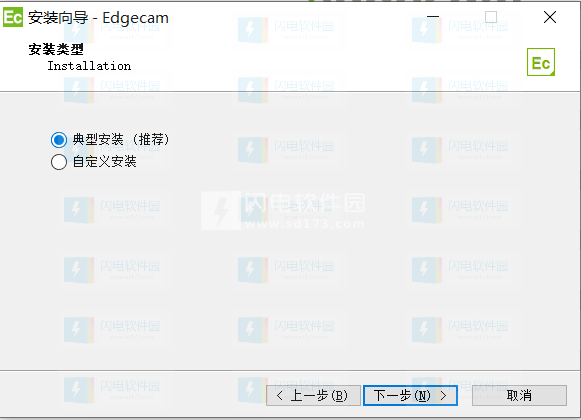
6��ѡ��װ���ͣ����������ʮ���˽�����ѿ���ѡ���Զ��尲װ�����Ǻ�����Ļ�����ֱ��Ĭ�ϵ��Ͱ�װ�������һ��
7��ѡ������ݷ�ʽ�ļ��У������һ��
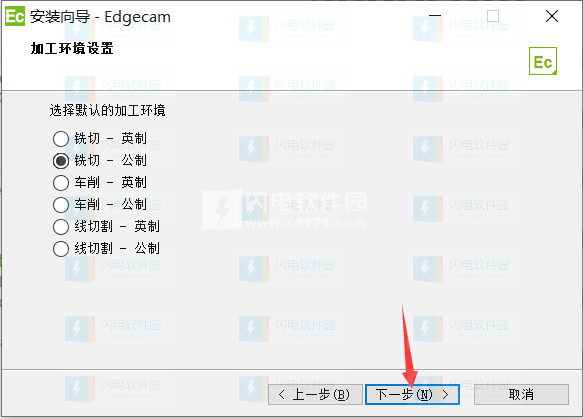
8�����üӹ������������һ��
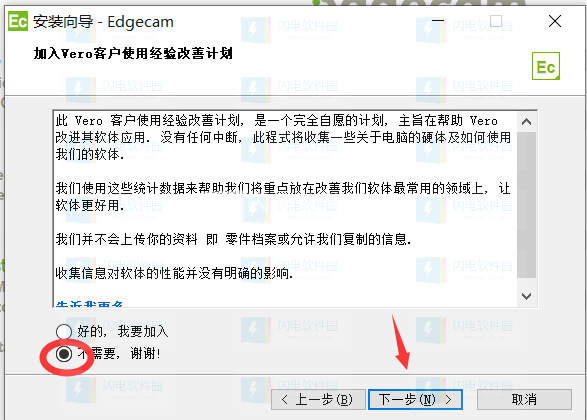
9��Vero�ͻ�ʹ�þ�����Ƽƻ���������Ȼ�ǹ�ѡ����Ҫ���������һ��
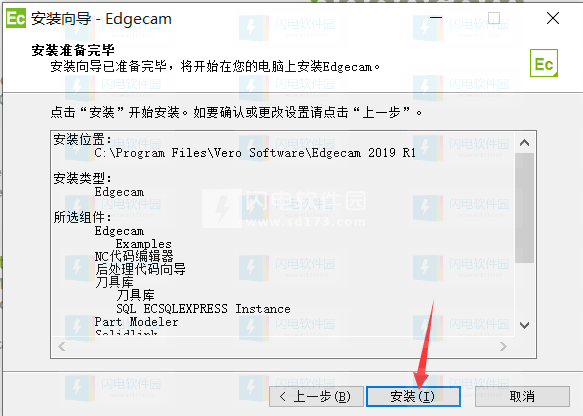
10����ͼ��ʾ�����еİ�װ�������Ѿ���ɣ�ȷ�ϰ�װ��Ϣ���������װ��ť��ʼ
11��������װ�У�������ĵȴ���
12��������װ��ɣ���ͼ��ʾ����ѡ�Ժ���������ѡ���������˳���

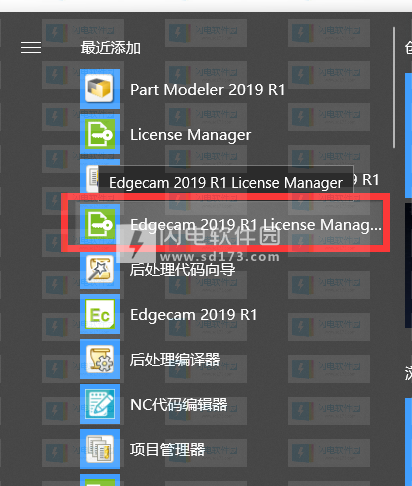
13����ͼ��ʾ���ӿ�ʼ�˵����ҵ�license manager��
14��ѡ���ȹر�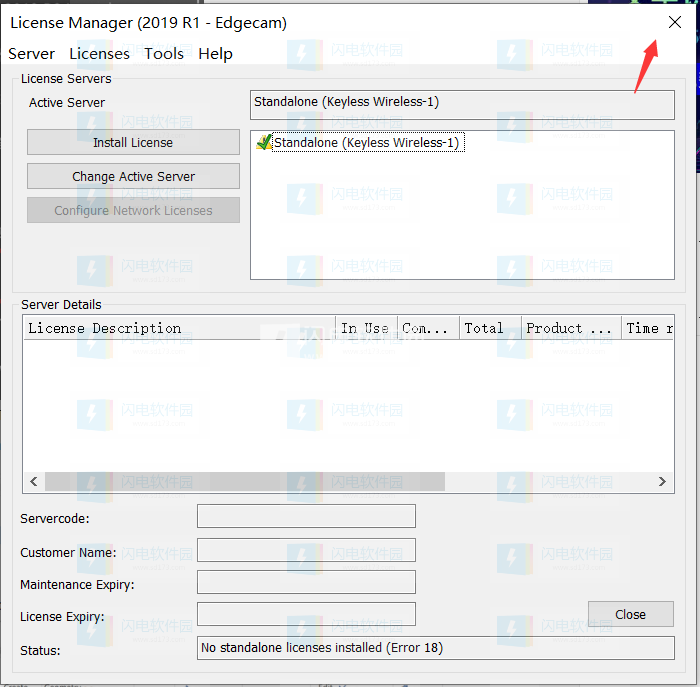
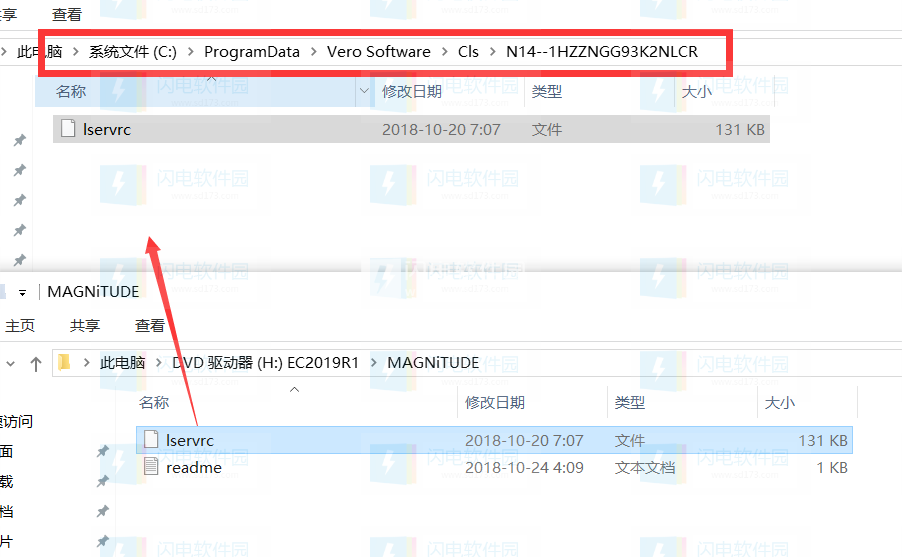
15����MAGNiTUDE��Ȩ�ļ��ڵ�lservrc��Ȩ����֤�ļ����Ƶ�C:\ProgramData\Vero Software\Cls\N14--1HZZNGG93K2NLCRĿ¼����ͼ��ʾ
16�������Ѿ�����ƽ⣬�������ü���
��װ�ƽ�̳�
1���ڱ�վ���ز���ѹ����ͼ��ʾ���õ������ļ�2�����ؾ����ļ�����ʾ����������Ȩ�ļ�
3���������ǰ�װ������StartHere���У���ͼ��ʾ����install��ʼ��װ
4����ͼ��ʾ��������װ������Э����棬��ѡ�ҽ���Э�飬�����һ��
5��������ѡ��������װ·���������һ��
6��ѡ��װ���ͣ����������ʮ���˽�����ѿ���ѡ���Զ��尲װ�����Ǻ�����Ļ�����ֱ��Ĭ�ϵ��Ͱ�װ�������һ��
7��ѡ������ݷ�ʽ�ļ��У������һ��
8�����üӹ������������һ��
9��Vero�ͻ�ʹ�þ�����Ƽƻ���������Ȼ�ǹ�ѡ����Ҫ���������һ��
10����ͼ��ʾ�����еİ�װ�������Ѿ���ɣ�ȷ�ϰ�װ��Ϣ���������װ��ť��ʼ
11��������װ�У�������ĵȴ���
12��������װ��ɣ���ͼ��ʾ����ѡ�Ժ���������ѡ���������˳���
13����ͼ��ʾ���ӿ�ʼ�˵����ҵ�license manager��
14��ѡ���ȹر�
�˲��������������֤Ŀ¼ C:\ProgramData\Vero Software\CLS\_Your_PC_Lock_Code_\
С��ľ���C:\ProgramData\Vero Software\Cls\N14--1HZZNGG93K2NLCR
15����MAGNiTUDE��Ȩ�ļ��ڵ�lservrc��Ȩ����֤�ļ����Ƶ�C:\ProgramData\Vero Software\Cls\N14--1HZZNGG93K2NLCRĿ¼����ͼ��ʾ
16�������Ѿ�����ƽ⣬�������ü���
��������
1���ּӹ�ѭ�� - ���п����
Edgecam 2018 R1������“Detect Undercut Stock”��ͨ��������ǰδ���Ŀ��������ǿ���Ѿ�ǿ��Ŀ���������ѡ�������ڱ���“���ʿ���”�и�Ӷ����ټӹ�ʱ�䡣��ijЩ����£�ѭ��ʱ��ɼ��ٶ��50����
2���ֲ���ת - ��ײ���
�ֲڳ���ѭ�����������Զ���ײ���ܡ��ڴ���ǿ����֮ǰ���û����ֶ�Ӧ�������ļ���չ���Ա����ͻ�������û�������Ҫ��Ԥ��������������CAMָ��ʱ����ʡʱ�䡣���⣬ս�Ծ����������ڿ���ʹ������¹������ɸ���ȫ�ĵ���·����
3������Ҫ����������
��Ҫ�ĸĽ�����������Ҫ��CAM������������˵�����û�������������б༭ʱ��Edgecam�����Զ�������������ָ����༭��������ʱ������ı䲻Ӱ����Ӧ�����ڣ����û���ע�û����������ȴҺ������״̬
4������ѭ�� - ���ɴ��ݺͻ������ʵ���
���������ṩ�µ�“Spring Cuts”����û����Ը�����Ҫ���Ӷ�����и������ȷ�ԡ�����ڵ�������IJ����ر����á�
ͨ���µ�“��Բ���ϵ���������”����Ľ���ѭ��ʱ����㡣�ù��ܽ�������ȷ�Ĵ����ȷ��ѭ��ʱ����㡣
5��JT���ļ� - ��ǿ�Ļ�
Edgecam 2018 R1ͨ�������JT Open�ļ���֧�֣����µ�������3Dģ��ʽ�������ռ�������Ӧ��ͨ����ͬ����ʾ��ǣ���ʶ���ø����ס��û����ڿ���ȫ��༭�ֶ�������ϳ�����ܡ���ǰ������Ҫ����ı�Եʱ���������´�����������
6������꾮ѭ��
Edgecam 2018 R1Ϊ“������”�ṩ֧�� - Ҳ��Ϊ“ǹ��”��������µ�“���”���Խ�ʹ�û��ܹ����ƽ��룬�˳����м��꾮������
��ʹ��ר�ŵ�“ǹ��”���߲��Ҹù�����Ҫȷ�;�ȷ�Ĵ������������£��ü���������Ҫ
������ɫ
1��Edgecam ϳ��/����
β�������ļܡ��ڶ����ᡢ˫���ܡ�C�ᡢCY�ᡢB��ȹ�������������������ı��䡣�����ּ�����������ײ�Ļ����£�����Edgecam�ij�ϳ���Ϲ��ܣ��ɷdz����Ұ�ȫ����������豸�ı�̡�
������ӹ�
β�������ļܡ��ڶ����ᡢ˫���ܡ�C�ᡢCY�ᡢB��ȹ�������������������ı��䡣�����ּ�����������ײ�Ļ����£�����Edgecam�ij�ϳ���Ϲ��ܣ��ɷdz����Ұ�ȫ����������豸�ı�̡�
�ټ���4���5������ϳ�����ܣ���Щ������ģ������ø������ס�
���ܸ�����
ֻ��һ����̽��滷��
��Ħ�����ģ�����
��������ӹ�ʱ��
ȫ��ķ�������ײ����
ʹ��ģ�����������к�ʱ
ȫ��֧��˫���ᡢ˫���ܡ���������CYB�Ṧ��
ϳ/��ģ�����Edgecam�ṩ��һ��������ģ�����ģ�顣�ڽ���ʵ���ϻ��ӹ�֮ǰ�����еļӹ�ѭ���ͻ����˶�������β�������ļܵȻ������˶���������ģ����������ģ���������һ�����ܷdz�ǿ��Ĺ��ߣ��������˶�����ʾ��ʽ����ײ��ѡ��û�ѡ�������û���ȫ����ģ������е�ÿһ��ϸ�ڡ��ڷ������л����û���ʾ��Щ������ͨ�����棬��ȻҲ����ʾ��������Щ�ط��������⡣�Աȹ��߿�����ʵ�ʼӹ�֮ǰ�������㲿���ӹ��Ƿ�ϸ�
4/5�������ӹ���ϳ�����豸�зdz������;�����߱��dz��õ�����ԣ��Լ�һЩ��ͨ�豸���߱����������������ϳ�����豸���߱����ᡢ���¶൶�ܡ�CYB�ἰ�ڶ����Ṧ�ܡ�
Edgecamʹ�����µļ����ͼӹ����ԣ�����֮�ṩ4/5������ϳ������ѡ�����������ҵ��˵�����dz�ϳ�����豸�����䱸�Ĺ���ѡ�
Edgecam�ṩ��4/5��ӹ����Լӹ���Χ�dz��㷺������������ӹ����߱������DZ����
������4/5������ϳ�����ܺ���Щ�����ͼоߵ�ģ�����������ף������Ƕ���һЩû�о���Ĺ���ʦ����Ҳ����ˡ�
���ܰ�����
����ϳ��ģʽ�����û�ʹ��C����תѡ����Ż���Z�����ϳ����̡�
����ϳ�������û�ʹ�ö���ͷϳ��������Բ�����ϵ�������
Y��ϳ��Y��ϳ�����ܷ��㹤��ʦ���õĿ��Ƶ�·���ɺͳ��������Edgecam֧��ƽ��ӹ�ģʽ���������߱�Y��ӹ�����ʱ����ʹ��Y��ӹ�������õ����̵�NC����
B��ڽǼӹ���ϳ���ϻ����£����������ڵ�һ���ỹ�ǵڶ�����ӹ���Edgecam��ȫ��֧��B��ڽǼӹ���
Edgecam����B��ڽdz����߱�������Ҫ���ܣ�
B��λ���ϵ����ṩ�˸���ȷ�ĸ�ʽ�����ij�ϳ���ϱ�̷�������������ʦ�ø����ķ�ʽ�����������ı�����⡣
B���������б�Ƕȱ��������Ƕ��ϼӹ�����ƽ�桢��ǻ�Ϳ�ϳ���ӹ�������
ͬʱ�ڵ�һ����͵ڶ�������ʹ��B��ӹ�����Ч���Ż������ӹ����ܣ���ַ��ӻ����������������ʹ��4/5�������ӹ�ʱ��Ҳͬ��������Edgecamģ������н��г�ֵĸ�����ײ��顣��������ʵ�ʼӹ�֮ǰ����˽�������������̡�.
��/�µ���4�ᳵ��Edgecam4�ᳵ������ѡ��߱���������ϵͳ��������ʵ�ֵĹ��ܺ����ơ�Edgecam�Ƚ��ı�̼�����������ͬһ����ϳ���ϻ����£�ͬʱ���ƶ�����ܵı�̡������ζ�������ԴӼӹ����Բ˵���ѡ�����4��ӹ����ԣ�ͬʱʹ�����ѵ��߽��мӹ���
Edgecam֧������˫���ܽṹ����֧�����¹��ܵ�ģ����棺
������Edgecam�߱����µ���ͬʱ�ӹ��ı���������ù��ܿ���XZƽ���ϣ�����X��ijһ��λ��ͬʱ���ɾ���������·������������һ�����ܷdz�ǿ��������֧�ֶ������͵ľ�����������ʹ��һ�����ֵ������ֵ�ͬʱ���һ�����������ֳ��ͷ���ֳ��ӹ�������ͬ�����������Ѱ����ڵ���·������Ҫ�ĵط���
ͬ������Edgecam����һ��˫���ܳ������ܱ���ͬ���������ù���֧�����µ�����Z��ͬʱ���ɶ�Ӧ�ĵ���·�����üӹ������а���һ����֮ΪZ����ļӹ�������ʹ�������������ʹ���µ�����ͬ������ʱǰ�����һ��Z����ľ��룬����ߺ��Ż����ϵ�ȥ���ʡ��üӹ����Կ��Զ��������ŵĵ���Эָͬ�
ͬ�����ܸù��ܳ�����Эͬ�ϵ��ܺ��µ��ܵ��˶�����Edgecam��ʵ�ָù��ܷdz�������ʦ�����κ���Ҫ��λ��ʹ�õȴ�������ɷdz������ʵ�����µ���Эͬ���С�
ͬ�����ܹ��ܿ������µ��ܼӹ���������ֹͣ��ʹ���µ�����Эͬ�ӹ��������棬����ȵ���ӹ�Ч�ʡ���Edgecam�����б��п������Ŀ������µ��ܵ�Эͬ��ϵ�����ӹ�ʱ��Ҳ���ڹ���ʱ��������ʾ������
2��Edgecam ��Ʒϳ��
Edgecamϳ������ģ��֧���߿������ʵ��ģ�͵�ϳ����̣�֧�ֶ��ֻ����ṹ���ͣ�������2.5���ϳ������3���5��ĸ�������ϳ���ӹ���
����CAD���ݵ����ܼӹ�
Edgecamϳ������ģ��֧���߿������ʵ��ģ�͵�ϳ����̣�֧�ֶ��ֻ����ṹ���ͣ�������2.5���ϳ������3���5��ĸ�������ϳ���ӹ���
EdgecamΪ���û��ṩ�˼��ĶԻ���̽��棬ʹ��̲�����ø���ͬʱҲΪҪ����ߵ��û��ṩ�˸���ȫ��ĵ���·�����Ʋ�����
���ܸ�����
��̬ë��
���ϼӹ�
�IJ�������
���߹켣�������
�Ƕ�ͷ
�ڻ�����
���߿�
���ձ���
Edgecam�߱������е�����CADϵͳ��ֱ�Ӷ�ȡʵ��ģ�ͺ�������ݵ�������������Щ����CADϵͳʵ���켯�ɣ��Ӷ����ӿ��١���Ч����ɱ�̹��������������ر�����ģ�;��������仯���������Ϊ��Ҫ��Edgecam��ʵʱ��ʾ�û�ʵ��ģ���Ѹ��£���Щ�ӹ������ѱ��ı䣬��Щ����·�����������ɡ�����·���������ģ�͵ĸ��¶��Զ����£�����Ҫ�Ը��º��ģ���ٴα�̡�Edgecam֧�ֶ�����Ͷ������ļӹ����Լ��������ϵ���ƶ����л���
EdgecamΪ���û��ṩ��ֱ�۵ĶԻ�ʽ��̽��棬ʹ��̲�������ͬʱҲΪҪ����ߵ��û��ṩ��ȫ��ĵ���·�����Ʋ�����EdgecamΪ�ӹ�����ʦ�ṩ���ڶ�ϳ���ӹ���������ڴ�W���ϳ����Ҳ�����ڴ�����ͷ��β���ij������ṩ��ƽ��ϳ�����ּӹ�������ϳ���ӹ���ϳ���ơ�����ϳ������ϳ�ȼӹ�������ͬʱë��ģ��Ҳ�ɲ������㡣
����ë��������·���ɸ���ë����ǰ״̬���вü�����ȷ���ӹ���ȫ�������ٿ��ߵ�����ǰë���ɴ��Զ����ɵķ��ϻ�����и��¶�����Ҳ�����Ǵ�CAD�����в���Ķͼ�������ë��ģ�͡�
ƽ��ϳ������ˮƽ���ϴ���һϵ��ֱ����������·����ƽ��ϳ����ʶ��ӹ��߽���״�����б�Ҫ��ʱ�����вü�����·�������ٿ��ߵ��������ֵ���·�����ӷ�ʽ����Ч��ӹ�Ч�ʣ�ƽ����Բ�����ӿɱ�������˶��Ĺ��Գ������������������
�ӹ���Edgecam�������еı��ӹ�����˿�����ӳ�����������Թ�˿���ۿȼӹ�������Ҳ֧����ͨ��������ʵ�ֵķ��ۿӹ�����ʹ��ʵ��ģ�ͱ��ʱ���ijߴ硢�������ݡ�����ȵ���Ϣ���ᱻ�Զ���ȡ���������Զ�ƥ�䵶�߿����ʺϵļӹ����ߡ�
�ּӹ���Edgecam�ּӹ��߱����ֵ���·�����Ʒ�ʽ������ƽ�С�ͬ�ġ������Ͳ����ߵȵ���·����ʽ�������ɱ�Ҫ�ļӹ���··����������ϵĹ켣��֧�ָ��ݼӹ�������״�����ӳ����������ֻ��Ҫһ���ĸ�ѡ��ʵ�֡�
�����ߴּӹ��������ߴּӹ����ڴ�ͳ�Ĵּӹ���������ͳ�Ĵּӹ��������������սǺ����������ʱ���������Ⱥ����DZ仯�ģ����������ٶȺ�����ת�ٶ��ܵ͡�
�����ߴּӹ���··���Ż��ͳ�ȥ�˼���ĵ��߹켣�����ֲ���ȥ���ʴ��ں㶨��״̬����������м�ֱ��־��ȡ�����·��һֱ��������״̬�������˻����Ĺ��Գ���͵��߸��ر仯�����ڵ���·��������˳���ģ��ͳ���Ĵּӹ���··����ȫ��һ�����û��������¿��ǽ����ٶȡ�ת�ٺ�������ȵȲ������趨�������ߴּӹ�����Ч��ߵ���ʹ�����������Ի����豸����Ҳ�Ƿdz�����ġ�
����ϳ�����ڼӹ������㲿��������ʱ������ϳ�����ּӹ������Ƿdz����еģ��ر�����ʯ����Ȼ���������豸���ع�ҵ������Edgecam������ϳ���ӹ����Կ��Զ��趨�����͵��ߵ��뵼��·����֧�ֵ�ͷ�Ͷ�ͷ���Ƶ�ϳ����
�Զ���̣����Թ�������һ�ּӹ���������ͼ���ƶ����ߣ����ڰ����ļӹ�������֪ʶ���ӵ����տ��У�����������Զ���̡�Edgecam���Զ�ʶ������3Dʵ��ģ���еļӹ����������ݣ�������Ӧ�ó���ļӹ��������գ�ϵͳ�ɸ�������Ҫ���Զ����ɵ���·�������ַ�ʽ������ļ������߱��ʱ�䣬������ʦ��ѧϰ���ڣ�ʹ����Ͷ��Ч�����
�ڻ�������Edgecam֧���������ڻ���������ֻ��������������е��ú�������Ӧ�Ĺ��������������������ڻ������ӹ����ԡ�������������ӹ��������ӹ��У���֧���������ڷţ�ʹ���ڻ�����ȷ��������ļӹ�ԭ�㡣
��λ�ӹ���֧��ʹ��A��B��C���е���������ת�ᣬ�Զ�Ӧ�ð�ȫ����ʵ��4/5�ᶨλ�ӹ����ƶ�����չ������ϵ������ÿ����λ���������
�Ƕ�ͷ����Edgecam��֧�ֽǶ�ͷ�������Ƕ�ͷ�����͵��߿ɱ���ȫ�����ڵ��߿��У��ڻ���ʱ��ֱ��ѡ����ã�����Ԥ�����øýǶ�ͷ�Ľ����ٶȺ�����ת�١�����������ϵͳ֧�֣�ʹ�ýǶ�ͷʱ������ϵ���Զ��л���ӹ�ƽ�汣��һ�¡���ģ��������У�Ҳ�ɶԽǶ�ͷ�������и�����ײ��顣
���ձ������ӹ����ձ������뵶����һ���Զ����ɣ����мӹ�����ɱ����б��浽�������У����ݿɹ���Ŀ��Ա���ʡ������豸��ë���о���Ϣ������Ӧ��ͼƬһ�����Զ����ӽ�ȥ�������ĵ��ͼӹ�����ĵ����б�Ҳ�ᱻ���ӡ����е�ϵͳģ���ж������˹��ձ���ģ�飬��ģ����ڽ��Ԥ���䵶������dz����á�
3��Edgecam ����
Edgecam��������ģ��㷺֧�ֶ��ּӹ��豸������2�ᳵ�����൶�ܳ������������ᳵ�����ĺͳ�ϳ�����豸���ڳ�ϳ�����豸�У�C/Y/B���ϳ������ӹ���ͬһ�����������У�Ϊ��ϳ���ϼӹ��ṩһ����ȫ���ɵ����ϱ�̽��������
2���Ʒ����>MTM����
Edgecam��������ģ��㷺֧�ֶ��ּӹ��豸������2�ᳵ�����൶�ܳ������������ᳵ�����ĺͳ�ϳ�����豸���ڳ�ϳ�����豸�У�C/Y/B���ϳ������ӹ���ͬһ�����������У�Ϊ��ϳ���ϼӹ��ṩһ����ȫ���ɵ����ϱ�̽��������
Edgecamȫ��֧�ִӻ�����2�ᳵ���������ӵ�˫����൶�ܴ�CYB��ϳ�����ܵij�ϳ���ϻ����ṹ��
���ܸ���:
���������豸ʹ��Ч��
���ٱ��ʱ��
��������ӹ�ʱ��
������̴����ͷ�Ʒ��
ͨ���Ե���·��ģ�����У�飬����������֤������
���������ײ�����豸
ȫ��֧�̶ֹ�ѭ��ָ��
���ٵ��߿��
Edgecam�������Ƚ��Ĵ֡������ӹ�ѭ����ͬʱ֧�ֶ��泵������������ȹ̶�ѭ����Ҳ֧��ֱ���ߵ�λ����ͨ��ʽ������·���ļ���ῼ�ǵ���Ƭ�ڵ����а�װʱ�Ŀɼӹ�“F”�������ǰ�Ѿ��ӹ��������Ա�����кͿ��ߵ���һЩ�����豸���ر��ǽṹ�dz����ӵij�ϳ�����豸����������Ҽӹ�ʱ�䳤����Щ�����ʹEdgecamһֱ�ڲ�����ߺ����Ƴ������ܡ�Edgecam֧��ɽ��ά��.������Wiper��Ƭ�ij������ߣ������ڲ�ͬ���͵Ļ����豸��ʹ�ã��������Ч�ʡ�
����ë����Edgecam�߱��ڹ����б�����ʱ����ë�������������º��ë��ģ�Ϳ����Ǽӹ�ʣ��IJ��ϣ�Ҳ���ǻ�δ�ӹ���ë���������Ĺ����Զ����ǰ����µ�ë���������µ�ë�����ɵ���·����ʵ�ֺ����ӹ�100%��Ч�ʡ��Զ�����ë���Ĺ��ܣ�֧�ִ��������2�ᳵ������CYB��˫����൶�ܳ�ϳ�����豸������������һ�����ӻ�ʱ��ϵͳ�ܹ�֪����ǰë����״̬�Ա�����ߵ��������������������п��ܴ��ڵ�DZ�ڸ�����գ���һ��dz���Ҫ����һ̨���ڶ�����ij��������У���һ�������ӵ�һ����ר�ݵ��˵ڶ����ᣬë��Ҳ����֮���ݲ��Զ����¡��ڵڶ������Ͻ��к����ӹ�Ҳ���ǰ���뿪��һ�����ë��״̬�����������ӹ��������Ч�ʵļӹ�����
������/ģ����棺�ù��ܷdz���Ҫ���������Ǽ�鵶�߽Ӵ�����ʱ�ĸ������������Ҳ���鵶���е�ǰδ���������ĵ��߸���������������������ֻ�ṩ��һ����Խ�С�ļӹ��ռ䣬�dz�������������ײ���ٸ����ӣ���һ����ֹ�ĵ����ϰ�װ��һ���۵������˵ij���Զ�����˵�ǰ�������ߵ�λ�á�Edgecam������ֻ���ǰ�������ߵĸ��������Ҳ����������еĵ����ڻ����˶����Ƿ�ȫ����ȫ��֧�����㵶�ܡ�caoto�����Ϳɱ�����ļܵĸ�����ײ��顣
�����м���ڼӹ��ڿ�ʱ���г��IJ���ΪΧ���ڵ�Ƭ��Χ����ɵ�ƬʧЧ�����ؽ��͵���ʹ��������Edgecam���������������Ĵ������õ����˳�����ֱ�������ƶ���������м���ơ�����������������֮���߿���ѭ���������˻ص��趨��λ�ã�����м�ӿ����ų���
�ڶ����Edgecamȫ��֧�ִ��ڶ������˫���ܵij������ģ�������
ǣ������
�Զ����ϻ�
ʰȡ������
���һ����ͬ������
˫����֧�ֵ������˫���ᳵ����������
ͬ������
���µ���Z���λ�ӹ������Ʋ���ȥ������
������
����ͬ���ͷ���
ѭ������
���õ���Ԫ�ص�������Edgecam�����ӹ����Ծ߱������趨��Բ���ڿס����ۺͶ����������������������ɳ������������ijЩ������Ҫ�ٴξ����ӹ�������һЩ�����IJ�����Ҫ�ں��������н���ĥ�����ȴ���������������£��߱������Ĺ�����Ϊ��Ҫ��
����г��ϴ������CAMϵͳ��ֻ��������ͳһ�ļӹ���������Edgecam�����û���ֿ��Ƴ���������ÿһ��Ԫ�صļӹ�������
���ǣ�������������칤��ʦ���������ÿͻ���������ƣ���ͼֽ�����ӵ�Բ�ǻ�ƽ�ǣ����������Ѿ�Ҫ��ʦ�ǻ�����Щ����ͼ�Ρ�Edgecam�ij����ӹ�����֧���û���û�л������ǵ�ģ���ϰ��ͻ���Ҫ��ӹ�����������
���³������ù��ܿ��ھ����ӹ�������ʵ�֡���ͨ���Զ����������ķ���ʹ����ʼ�ձ������³������������ڶ������������ϳ������������Ч�ӳ�����ʹ����������ø��õı��泵��������
��������ӹ��ۣ���ͳ�ij��ۼӹ����ڵ�һ����������������Զ��ֻʹ�õ��ߵ�һ���ڳ�������ʹ�ü�������ӹ����ۣ����ߵ�һ���ڹ��۵�һ�������������������ƽ���㹻�ľ��룬�ٴ�������������
������������˻ؿ�ʼ�ӹ�ǰ�����µĻ��ιµ�����������ȷ���ڳ��������е�Ƭ����������ͬ���������ȶ�������ĥ����⡣
�ֶδֳ���Ϊ�˱�֤��һ���ܳ��������������С��ֱ����Edgecam������һ�ֶַγ����IJ��ԣ��û��ɰѴֳ��ӹ�����·����ϳ����ɶΡ��û������÷ֶδֳ���Zֵ���ֳ�����·����ɷֳɶ��С�Ĵֳ��Ρ�
�ֳ��ӹ��ɱ䳵���������ù������ڷ�ֹȱ��ĥ�ߡ�����·������“����”��“����”�ķ�ʽ�������ɡ��ڰ���������ʱ���������������Ϊ0����һ����������ʹ��“����”������ʽ���������䣩�г�ǰ������������µ�б�档�����������ǡ���е�����������жϣ����߽������������������ֱ�����Լ������ɰ�����������·��Ϊֹ��
4��Edgecam 4&5��ӹ�
Edgecam��ϳ���ͳ�ϳ���ϻ�������ȫ������4/5�������ӹ����ܣ������ڴ�������Ϲ�װ�������ʹ�ö���ӹ����ԡ�
�Ƚ�������ҵCADCAM�����������
Edgecam��ϳ���ͳ�ϳ���ϻ�������ȫ������4/5�������ӹ����ܣ������ڴ�������Ϲ�װ�������ʹ�ö���ӹ����ԡ�
EdgecamΪ�����ʵ��ģ���ṩ�˷dz��㷺��4���5��ӹ����ԡ�
���ܸ�����
ֱ�ۡ����õ�ͼ�λ��û����档
�����ͺ��պ����㲿����ת�ӹ�������ѡ��
ȫ��ĸ�ѡ��ȷ���ṩ�����ĵ��߿��ơ�
5��ģ����������Ļ���ģ����湦�ܣ�ֱ���˽������ӹ�����
EdgecamΪ�û��ṩ�˷dz���ࡢ�ѺõIJ������棬ʹ��̲�����ø��������ͬʱ��ҲΪ�û��ṩ�˷dz�ȫ��Ŀ���ѡ���������ߵı���������磺
���мӹ������仯�������ڡ�
��5�ᾫ�ӹ�ʱ��ͨ��������������Ƶ���ǰ��Ͳ���Ƕȡ�
ȫ��֧�����г��浶����״�����������ǵ��ߡ�
���õļӹ����Կ���Ч�������Ч�ʺͲ�Ʒ������
ʹ��3��ת5��ķ�ʽ��ʹ5���̱�ø����ף���ͨ��������ģ�͵�ģ�����У�飬Ҳ�����Ƕ�����ӹ�����������ġ�
Edgecam��4��ӹ����Զ��������ͺ��ռ�����ת�ӹ����ԣ���һ�ַdz�����ļӹ����ԡ��������ᡢ�����ҶƬ�����������ʯ�͡���Ȼ����ҵ�о���ʹ�õ����㲿��������Ҫ�õ������ļӹ����ԡ�
4/5�������ӹ���Գ����3��ӹ����ԣ��߱����¹ؼ����ƣ�
ͨ��һ��װ�м�����ɸ�������ļӹ�������������ӹ�ʱ�䡣���⣬һ��װ�п������ظ���λ���������������ӹ��ߴ羫�ȡ�
ͨ���Ż����߶�λ����ʹ����ȫ�̱����������ѽӴ����Ӷ������������������ӳ�����ʹ��������
ͨ����б�������������ʹ�ø��̵ĵ��ӹ��ڰ��������ǻ���������������װ�С�
���߿�������Ƕȼӹ�����������˲���Ҫ��װ�С�
5���Ų�Ʒ���Խ��Խ���ӣ��Ե���·����ҲԽ��Խ�ߡ�ͬʱ�߶��豸ҲԽ��Խ���ˣ�5��ӹ�����ѳ�Ϊ��һ���ձ�ļӹ���ʽ��
3�ᵽ5�ᵶ��·��ת����ʹ��3��ӹ�������֪ʶ��Edgecam��3��ϳ���ļӹ����ԺͲ���������ת��Ϊ5��ӹ��ĵ���·�����ù��ܿ���ʵ������Ҫ��ʱ���3�ᵶ��·���Զ�ת��Ϊ5�ᣬ����ʹ����̵ĵ��ߣ�����ߵ�������������档�÷�����ʵ����������ķ�ʽ��
��ϳ���ϣ���ϳ���ϼ�װһ��������ת�ᣬ������ת�ķ�ʽʹ��ϳ�����ӹ������������ҪΪ�˼ӹ���Щ�ֲ������ר�Ż�һ̨�������ӹ���ʹ�����ַ���ȡ������ϳ���ӹ��Ĺ������Ĵ�С���Լ�ʹ��Edgecam�Ƿ��ܹ�����ɱ�̹��������ַ�ʽҲ�������ڼӹ������͵���������ᾫ�ӹ���ͨ�������������������ƽ�����л�ɨ�ӵĵ���·������������б�������ڼӹ����������á�
���мӹ�������һ�ַdz����õļӹ���ʽ�������������߲����������棬��һ����������һ�ˡ����ּӹ����������ں����㲿���ļӹ������߲��е������ɲ��������ƣ����������б�ɵ����߽����������ơ�
5�ᶨλ�ӹ���5��ӹ�����ͬʱҲ�߱�5�ᶨλ�ӹ���������ͨ����֮Ϊ3+2�ӹ�����ӹ���λ�ÿ�������ֱ�����ƶ���������ת������ת������λ��һ������3��ӹ����������ڵ������Ե��㲿������ļӹ������ɵĵ���·��Ҳ��Ӧ����3��ת5�ᡣ
������ƣ���5��ӹ��У���ʹ������һ�ηdz�С�ĵ���·�����ӹ�ʱ�����˶��ķ���Ҳ���ܻ�dz��������ƶ����ܻ����˼ӹ����������豸��Edgecam�ṩ�ļӹ���������Ч�ı���ߺ͵���������ĸ�����ײ��ͨ�������飬����ɽ��б�Ҫ����б���Աܿ�DZ�ڵĸ�����ײ����
ʱ�䵹����������������ȷ������������һС�ξ����������Ҫ������˶�ʱ�������˶���Ҫ���������ͣ�͡�ʱ�䵹����������������һ���ض���ʱ����ڣ������ƶ�һ���ض��ľ��룬��ȷ������λ���Ǿ�ȷ����ģ����һ����˶��Զ�������֮ƥ�䡣
5��Edgecam 3Dϳ��
Edgecam��3D�ӹ������ṩ��һ�����ɸ������ġ����й��б����ĵ���·��������������������������������б�̵�������ɸ��Ӻ�������״����ı�̹�����
����CAD���ݵ����ܼӹ�
Edgecam��3D�ӹ������ṩ��һ�����ɸ������ġ����й��б����ĵ���·��������������������������������б�̵�������ɸ��Ӻ�������״����ı�̹�����
Edgecam�����߱�һ����2.5D�ӹ�������Ҳ�߱�����ǿ���3Dʵ�������ӹ�������
���ܸ���:
��һ�ӹ�����
�����Ļ����͵�··��ģ�����
�����ĸ�����ײ���
���Ƶı߽����ѡ������������ġ��������غ͵������ؿ��Ƶ�
�����ڸ��ټӹ��ĸ�Ч�������ƶ���ʽ
��̬ë�������ٿ��ߵ�
������3Dģ�ͼӹ�����ҵ�����纽�պ��졢ԭ�ͻ����졢ģ�ߺ�һ�㹤ҵ������������Edgecam��3Dϳ���ӹ���Edgecam�����߱�һ����2.5D�ӹ�������ͬʱҲ�߱�����ǿ���3Dʵ�������ӹ�������
Edgecamʹ���ر������������ʵ��ӹ���ϳ�����ԣ��ɿ�������3D�ӹ�����·�����Ƚ��ļӹ����Ծ߱��Ż�����·�������ټӹ�ʱ����ṩ�ӹ�Ч�ʵ�������
��ͬ��һЩ������CAMϵͳ��Edgecam��“CAD������”������������ʹ��ʲôCADϵͳ��CAD��CAM�������켯�ɣ�������Ҫ�κ�����ת���������ζ�����ɾ�ȷ��������ߵ���ͼ�ӹ�������·��ʱ�̺�ʵ��ģ�ͱ���������
Edgecam��ֱ�Ӷ�ȡ��
AutodeskInventor®,SolidEdge®,SolidWorks®,Pro/ENGINEER®,Pro/DESKTOP®Unigraphics���°���NX5���ļ����Լ�CATIAV5��
EdgecamͬʱҲ֧�ֶ�ȡ���¸�ʽ���м������ļ���IGES,DXF,VDA,Parasolid®,STEPAP203��AP214�ļ����Լ�ACIS��
������3D�ӹ����ԣ�3D�ӹ������ѹ㷺Ӧ����Edgecam���еļӹ������У���������ӹ��ļ���ͼ������2D��3D����·����
�ּӹ���EdgecamӦ�����ŵļӹ��������ӷ�ʽ����Ӧ�ò����ߺͰ��ӹ�����·����ʽ�����������������Զ���������·������ӹ�Ч�ʣ�ȷ���ӹ���ȫ�����Ż���������״̬��ʹ�豸һֱ���ָ��ٵļӹ�״̬��
�����ߴּӹ������ӹ�����״�DZȽϹ������ǻ������ʱ�������ӹ���ʽҪ�������ڴ�ͳ�Ĵּӹ���ʽ���ڴ�ͳ�ּӹ������У���������������ս�ʱ�����������DZ仯�ģ���˵��߱����ڻ��������͵�ת��������������
�����ߴּӹ���··���Ż��ͳ�ȥ�˼���ĵ��߹켣�����ֲ���ȥ���ʴ��ں㶨��״̬����������м�ֱ��־��ȡ�����·��һֱ��������״̬�������˻����Ĺ��Գ���͵��߸��ر仯�����ڵ���·��������˳���ģ��ͳ���Ĵּӹ���··����ȫ��һ�����û��������¿��ǽ����ٶȡ�ת�ٺ�������ȵȲ������趨�������ߴּӹ�����Ч��ߵ���ʹ�����������Ի����豸����Ҳ�Ƿdz�����ġ�
���ϼӹ���һ�����ܵļӹ���ʽ���ɸ�����ǰ���ߵijߴ�ͼӹ�����Զ���������������ɶ��δּӹ�����·�����ּӹ������У�����ʹ���Ӳ��������ʽ������ּӹ����µ�̨�ס��Ӳ����������·��ֻ�ڴּӹ����µ�̨�������ɣ�������ȷ��ʹ�ô����֤�ӹ�Ч�ʣ��ּ�����������������
���ϼӹ������û���ʹ�ô�ߴ�ĵ��߿�����ȥ�������IJ��ϣ���ʹ��С���߶�ǰ��ּӹ�������������ж��δּӹ�������Ч���ټӹ�ʱ�䡣
ƽ�����У�������ʱ���ֳ�֮Ϊɨ�Ӽӹ������ּӹ��������������������һϵ��ƽ�еĵ���·�������ھ��ӹ������Ҳ��ʹ��������ȷֲ���ƽ��дּӹ�������Ч��ߴּӹ�Ч�ʡ�
����ϳ������ϳ��һ�ַdz������ļӹ�����������������2.5D�ӹ���Ҳ������3D��������ӹ���ʹ�øüӹ������������������������һϵ�еĵȸ�����·���������������澫�ӹ���ʹ�ò����߶ȿ���ѡ�ϵͳ���Զ������ֲ�߶Ⱥ��ŵ����࣬ʹ������ӹ�����ֲڶȱ���һ�¡����ͺ�ƽ������Ҳ�ɵ������ƣ���������ʹ�������ӹ�������ɸ����ӹ���
3D����ϳ֧��XY��Z��������ϳ�������������3D�����ӹ�����Ч���ٿ���ʱ�䡣���뵼���ƶ�����ʱ���ֿ��Dz����������ë���ĸ�����ײ��
ͶӰ�ӹ����ڼӹ�3D������״ʱ��ͨ�����õ�һЩ����ĵ���·����������������ͶӰԲ�Ρ�ɢ���λ������ε��߹켣������ʹ�����ߵķ�ʽ�ӹ���
�������ֵ��߹켣����ķ��������������Ϸ�����һ��2D����·����Ȼ�����Щ����·��ͶӰ�����ӹ������ϡ����ּ����dz��ʺϼӹ�LOGOͼ�������֡�
���ӹ�����ͶӰ�ӹ�һ�����ȴֲڶȾ��ӹ�Ҳ��������ģ���㲿���д�����ľ��ӹ������ּӹ��������Զ���������·�����ŵ����࣬ʹ���������ֲڶ�ʼ�ձ���һ�¡�
ʹ�ò��Ͼ��ӹ������ϳ�ӹ������������ڼӹ�����ڹսǺ���Բ������ȷ�����һ�μӹ���λ�����ٻ������������ӹ���
һЩ���ӵ������ֻ��������������ɵģ�ͬʱҲ��������ƽ��������Ҫ�ӹ�����ʱʹ����ͨ�����ϳ�����ɼӹ������ɸ�Ч�ʵĸ������ľ��ӹ�����·����Ϊ��Ҫ��Edgecam��ƽ�ӹ��ӹ��������Զ�ʶ����������е�ƽ�������Զ������Щ����ľ��ӹ���
��Edgecam��3D�ӹ���5��ӹ�ģ����������ʹ��3�ᵶ·�Զ�ת��Ϊ5�ᵶ·�ķ�ʽ���ɻ�ø��õ�������������ļӹ���Χ��
3Dģ����棺ģ����湦��Ϊ�����ṩ�������Ļ����˶��ͼӹ�����ģ��ӹ���ͬʱҲ�ܼ��������������ߡ�����֮��ĸ�����ײ��������ʵ�֣�
���ⰺ��ĸ�����ײ
�Ż��ӹ�����
���ⰺ���ʱ��������֤
���ټӹ�ʱ��
ʹ��“�Ա���ʾ“���ܼ��δ�ӹ�����
6��Edgecam m&h �ڻ����ϵͳ
Edgecamȫ��֧��m&h�ڻ�������ͷ���û���ʹ�����������IJ�������������������Բ������̽���ģ����档ÿ������������֧�ֲ����еİ˴��ܣ�Ϊ�������ݼ���ṩ�����ѡ��
Edgecam Part Modeler Edgecam Part Modeler ��һ���ͳɱ��ġ�רΪ���ٴ�������ʵ��ģ�Ͷ���Ƶ�3D��ģ���ߡ�
���ܻ��ڻ������������
EdgecamInspect��Ʒ�ں���Hexagon��������ҵ�����ȵIJ������ߺ�ר�м������Լ�Vero�����ļ������רҵ�����������û���˵��EdgecamInspect��һ��������ȫ��ʹ�üIJ���֮ѡ���������û��������ɿɿ��IJ��������
EdgecamInspectΪ�û��ṩ��һ��ǿ��ġ������ѺõĹ��߰����û������ڻ�����·��������Դ����ٲ�����ʱ��ͱ�̴����ṩ�ɿ����ڻ����������
������֤-���ӵ�CNC�ӹ�������Էdz��������ڻ������еõ���֤�������߶�����ij��ҿ��Կ��١����ɵ����ɲ���·��������������ӹ����������EdgecamInspect��ʶ�������������ṹ�����ڶ�����в����������Ρ���ǻ����Ⱥ߶ȵȡ���ֱ�۵��û�����Ͳ������̿�ʹ�û����ɵĴ����ر�̲�������ɵ��ڻ����������С�
��ͷУ�ڶԲ���������б궨ʱ��Edgecam�����㷨Ϊ�û��ṩ�˶���ѡ����Ӧ�ù����У�������Ҫ�����ղ������ȡ������ٶȻ��߶��ֲ������ܣ�EdgecamInspect���߱���Ӧ���������ڲ�ͬ���������У�̽��뾶����ר���㷨ȷ���ڶ�����������²��������ȷ�ԡ�
ͳһ�ı�̻���–EdgecamInspect�DZ����Ա��ͬһ����̻����½��мӹ���̺��ڻ�������̵����뻷�������ڲ����������ܵļ��ɵ��˼ӹ���̽��棬���ԴӼӹ��������ٵ����ݷ��أ��������̶��������ӵġ�������Ϊ�����Զ�װ�����ʱУ�ӹ���������Ϊ�˽��дּӹ������������գ�EdgecamInspectΪ�û��ṩ��һ��ͳһ�ı�̻��������������ӹ��Ͳ������ڡ�
���ֲ��������ڻ��������ݿ�ʵʱ���أ������ɲ������档�ڱ����У���ͨ������ͼ�κ���ɫ��ǵȷ�ʽֱ����ʾ����ƫ�Ҳ������CADģ����ֱ����ʾ���������EdgecamInspect���ṩ�˷dz�ʵ�õ�ģ�����ݷ��ع��ܣ��������û��������ɲ������档������û������ڲ����ӻ���������»��ģ��IJ���������Ӷ������������档���Ĺ���ѡ��Ҳ�����û��Բ���������п���������
��������-ͨ������ʶ�ߣ�EdgecamInspect�������û�ͨ�����������Զ�������������в�����̣���̹��̡�EdgecamInspect���������ṩ�������������ͺͲ�������:
��͵�����–�õ������������������ƫ�����״����������״��
Բ–�����ǃ�Բ������Բ��EdgecamInspect���ɲ�����ЩԲ���ڿ׳ߴ硢�⾶�ߴ硢Բ��λ�ú�Բ�ȡ�
ƽ��–����һ��ƽ�棬���λ�û�ƽ������ݡ�
����/��ǻ–������ȺͿ������ݡ�
����-�������������ļнǣ�������ij����ĽǶȡ�
7��Edgecam ���Լӹ�
Edgecam���Լӹ����������ŵļӹ�����֪ʶ�ͻ��ڼӹ���������������Щ��EdgecamΪ�����ṩ��һ�ֿ��١��ɸߡ����������Զ���̽��������
��������֪ʶ�ļӹ�
Edgecam���Լӹ����������ŵļӹ�����֪ʶ�ͻ��ڼӹ���������������Щ��EdgecamΪ�����ṩ��һ�ֿ��١��ɸߡ����������Զ���̽��������
ʹ��Edgecam���Լӹ�����ʹ���ı��ʱ�����̵������ӡ�
Edgecam�е��κμӹ���������ʹ�ò��Լӹ��ķ�ʽ���Զ����
���ܸ�����
��չ�˻��������ļӹ�����
��������ʵ��������������ӹ�����
ֱ�Ӵ�����CAD�����ж�ȡʵ��ģ�ͣ�������Ҫ�κ�ת��
һ��������ʶ������
Edgecam���Թ�������һ���dz�����ʹ�õġ�����������ͼ�Ĺ��ն��ƹ��ߣ�����Ϊ�ӹ�ʵ��ģ�ʹ������ļӹ����ԡ�Edgecam���Լӹ�������һ�ױ�̹�������ļӹ�����������֧������ÿһ����Ҫ�ӹ�������ϣ�Ӧ���������ļӹ�֪ʶ���ռ��ɡ��ӹ����Ե���������������һ����ȫͼ�λ��IJ������̣�����Ҫ�����κ���������������������Ե�֪ʶ��
���ٱ��ʱ�䣺���Թ���������ʹ��һ����������ͼ�������ļӹ�֪ʶ�������С��������ͼ���ڶ���һ���������������α��ӹ������������̡�ʹ�ò��Թ��������ɵļӹ����ԣ���ֻ�輸���dz��IJ����������NC���룬��Ч�����˱��ʱ�䡣ͬʱ��������ȫ�Զ��ı�̣����ɵ�NC����Ҳ�߱��dz��õ�һ���ԡ�
ֱ�Ӵ�����CADϵͳ�ж������ģ�Ͷ�����Ҫ�м�����ת��
���κ��м�����ת������ζ��ģ������û���κζ�ʧ
һ���ļӹ�����ʶ������
����·�������ģ����ȫ��������������ƺ����±��
�������£�
���ٲ�Ʒ����ʱ�䣬���ͳɱ�
������������ƺͼӹ�����ͼ
Ӧ�������ļӹ�����
���ٱ��ʱ��
�����̴���
��߱�̵Ŀ��ظ��ԺͿ�����
��̹���������
ֱ��Ϊ�������ɼӹ�����
8��Edgecam �����ӹ�
�����ӹ���һ�ָ��ټӹ�����������ȷ������������ĽӴ�����Ǻ㶨�ģ��Ӷ�ʵ�ֺ㶨�ĵ��߸��غͲ���ȥ���ʡ������ӹ��ĵ��߹켣��Զ������ƽ���ģ��ž���ͻȻ�ı��������������ȷ������ʼ�ձ��ָ���������״̬��
�����ӹ���Edgecam����ģ�飬����Ҫ�����
�㶨�ĵ��߽Ӵ�����Ͳ���ȥ����
�����ӹ���һ�ָ��ټӹ�����������ȷ������������ĽӴ�����Ǻ㶨�ģ��Ӷ�ʵ�ֺ㶨�ĵ��߸��غͲ���ȥ���ʡ������ӹ��ĵ��߹켣��Զ������ƽ���ģ��ž���ͻȻ�ı��������������ȷ������ʼ�ձ��ָ���������״̬��
���Ƹ�����
���ټӹ�ʱ��
��ߵ�������
�ӳ�������������
ά�ֺ㶨����������
�еø������
�㶨�������ϣ����ּܴӹ�ͬ�ĵ��߹켣������Ҫ������һЩ����������������Ϻս�ʱ����������������������������ɵ��߹��أ����̵���ʹ�������������ߡ�Ϊ����������⣬�����������ή������ӹ��Ľ������ʣ���ȷ�������ڼӹ��ս�ʱҲ�����أ���������ɱ��������ӹ�ʱ�䡣
��ʹ�ò����ߴּӹ����������ӹ������У������������ʿ�һֱ������һ�����ŵ��ٶ��ϡ��������Ч��ߵ���ʹ�������������͵����ļ��ʡ�
�����ӹ�ģʽ��Edgecam��ѭ����ӹ�”��ë��һֱ�ӹ������“�����ʹ����һֱ������������״̬��������Լ��ٴ����ļ�Ъ������������������������ӹ������С�����ζ�ŵ���һֱ��æ�������������ǰѴ�����ʱ��ķ����������������档��ͳ�ӹ��������ɵĵ��߹켣�Ǹ��������������ƫ�õõ��ģ���ͻ�����ڹսǺ�ë���߽����߹켣�������������˶�������������������
�ڼӹ���ǻ����ʱ������ʹ�������µ��ķ�ʽ����ǻ����������ϳ��һ��ֱ����ǻ����Ŀ�����Ȼ������������������ǻ��ֱ���ӹ�����ǻ��ڣ�����ټӹ������Ĺս�����
������������ࣺΪ��֤���ߵĽӴ���������������Ǻ㶨�ģ�����·���ļ���費�ϵ�����
���ӹ��ڰ�����ʱ�����ߵ��г����������ʱ���С����·�����������࣬��ȷ�����ߵ���������Dz���ġ�
���ӹ�������ʱ�����ߵĽӴ�����ֻ��С����ʱ����Ҫ����·�����������࣬�Ա��ֺ㶨�����������
ƽ���ĵ��߹켣��ͨ������ƽ�����еĵ���·�����������������ʿ�ά�ֺ㶨״̬����������Ԥ�ڵ��������ʱ���һ�¡��������ڼ��ټӹ������л����Ĺ��Գ����������
����·�����ӣ�����·�����ӿ�ʹ�û��������еĿ����ƶ�����߽��������ƶ�����Ҫ�ƶ�����һ������·��ʱ��ϵͳ��ѡ������ٵķ�ʽ�ƶ�����һ���㡣���ڼӹ���ǰ����ʱ������ͣ������ǰ��������Ͻ��е���·�����ӣ�������Ҫ�˻ص���ȫ�����ٿ����ƶ�����һ��λ�á�
����������ȣ�������ͣ���ڵ�ǰ�������λ����ʱ������б�Ҫ�������ƿ�ë�����ø��ٽ����ķ�ʽ�ƶ�����һ��λ�á���������������ӵ���·�����û�������һ��С���˵����룬�õ�����̧����һЩ����������ƶ������й���������档
�Ľ��棺Edgecam���ں����������̹����жԲ����ߴּӹ����е�������ȷ���ڲ��������У�ֻ��Ҫ����3�������������ɺ��ʵIJ����ӹ�����·�������ȷ�����ּӹ���ʽ�dz�����ʹ�ã��������õ�����ּӹ��ӹ�������ʹ�á�
������ӹ�(���ټӹ�)��ȳ���ּӹ��������ߴּӹ�ͨ���㶨����ȥ���ʵķ�ʽ�����������˴ּӹ�������������֮�⣬��ҲΪ���ټӹ����ر��Ǹ�Ӳ�Ȳ��ϼӹ�������һ���µļӹ���ʽ��
�����ߴּӹ������У�������ʹ�����������в���������ʹ����ĥ���ɸ���������ге�����������ּӹ�����һֱ�õ����������������˵��ߺ�������������ȷ���������ر��ֺ㶨������������м�������ֵ���������������м���ߣ���һ���ӳ��˵��ߵ�ʹ��������
������һ���ӹ�Ӳ�ʲ���ʱ�Ľ������ʺ�������ȵ����ӣ��ֱ��о��˹��ƺ�Ӣ�ƵIJ�����
���� SS1650̼�ظ� 6AL4V�ѺϽ�
���� 10mm��ϳ�� 1/2inch��ϳ��
������� 20mm 3/4inch
���� 10% 10%
�����ٶ� 5700mm/min 50in/min
����ת�� 9500ת 3128ת
9��Edgecamʵ��ӹ�
Edgecamʵ��ӹ���һ������ǿ��ġ��dz����ܻ���CAMϵͳ��Ϊʵ��ģ�ͱ���ṩϳ���ͳ����ļӹ����ԣ�������NC���롣
�Ƚ�������ҵCAD/CAM�����������
Edgecamʵ��ӹ���һ������ǿ��ġ��dz����ܻ���CAMϵͳ��Ϊʵ��ģ�ͱ���ṩϳ���ͳ����ļӹ����ԣ�������NC���롣
���Ƹ�����
����������CADϵͳ�ж������ģ�ͣ�������
AutodeskInventor
SolidWorks
SolidEdge
UnigraphicsNX
CATIAV5
Creo-formallyPro/ENGINEER
�Զ�ʶ��ӹ�������ʹ��Edgecam������������ݿ��������ı�������Ϊ�ڶ���ʵ��ģ�͵Ĺ����в���Ҫ�κ��м�����ת����Edgecamʵ��ӹ�ģ����Զ����ʵ��ģ�ͣ�������ʶ����Լӹ�������Ȼ��Edgecam��Ϊ�û��ṩ����ʵĵ��ߺͼӹ����ԣ�������ȷ�ĵ���·����
���ܼӹ���Edgecamʵ��ӹ���ԭʼģ���ǽ��ܹ����ģ���������Ʒ����ı䣬Ҳ����Ӱ��ӹ���ʱ�䡣�κζ���ƺͼӹ����ɻ�����Ȥ�ߣ������Կ���Edgecam��ʵ��ӹ���
Edgecam���Լӹ������Edgecamʵ��ӹ���Edgecam���Լӹ���Ϊʵ��ģ���ṩ���ٿɿ��ı�̣��Ӷ��������Ч�ʡ��÷�ʽ�ɴ������ɹ��ӹ������������ȡ�����վ��飬���������㲿���������ӹ�������Ч������̴���ʹ��̹������ǰ��δ�е�һ���Ժ��Զ�����
EdgecamPartModeler��EdgecamPartModeler��һ��3D��ģ���ߣ����ڿ��ٴ�����༭ʵ��ģ�ͣ�Ϊ�����ṩ��һ�����Լ۱ȵ�ʵ�彨ģ���������ͬʱ����Ҳ��Edgecamʵ��ӹ��������IJ��䡣���ͻ���ҪΪ��Ʒ�ӹ������㲿��ģ�ͣ�������Ҫ��ƿ��̡�ϳ���о�ʱ��EdgecamPartModelerҲ��һ������
10��Edgecam ���и�
EdgecamΪ�û��ṩ��һ�����������и�ӹ�����������ɾ�ȷ��Ч�����2�ᵽ4�����и��̡�������ģ�������Ӧ�Դ������Ⱥ���״�������
ֱ�۵��û���������
2���4����ģ��Ϊ�û��ṩ������̲��������и���Զ�����������Բ�����ء���ͷ���Ӿ��롢�������롢�������صȣ�����ÿ������������Ӧ����ͼ��������������ĺ��塣
����ͷ����ͷ�Ƴ�
��Edgecam���и����ܹ�ѡ����ֲ�ͬ������ֵ�ؼӹ���ʽ��������������Զ����߹��ܣ���ô��ζ�ſ��Ծ����ܵز�������ֵ�ؼӹ�������ֵ�ؼӹ���ʽ�ܹ�ִ�г����������ȫ���и������Ծ���������������磬�ھ���ǰ������дָ��������ͷ��Ȼ�����Ƴ���ͷ��������ִ�о��ޡ����ߣ���������дָ�;��ޣ���������ͷ��Ȼ���Ƴ���ͷ�����������ͷ����
��������
����̽�������Զ�ʶ��ʵ��ģ������Ҫ�������и�ӹ�������ͬ�ļӹ������ɽ�ͨ��һ�����߰�ť����ʶ�𣬼ӹ�����������2D���Σ�Ҳ������3D���������ң����ʵ��ģ�ͷ������ģ��ӹ�������״Ҳ���Զ����¡�
������
Edgecam�㷺֧��ҵ���ڶ��������и��豸���������桢�������ֵܡ������ˡ���������Ұ�����ɡ�ɳ�Ͽˡ����䡢�����Ʒ�ơ����Ż��������ṩ�ļ������ݻ����������JOB/Script�ļ�����������CMD�ļ������ĺ������ƹ��߿����ɶ��ƻ���ģ�ͺ�NC����ṹ�������㲻ͬ�豸����������
�Զ��и����
Edgecam���и��Ԥ�����ôּӹ������ӹ�����ͷȥ����˳����Ϊ�Զ��и�IJ��ԣ�ʵ�ֳ��䳣���“��������ֵ��”��“ҹ������ֵ��”���������������ص������
֧��4��“��λ��”����������Сλ�Ʋ������ɿ�����
����ֱ���Ρ��ΰ뾶�̶��뾶��ת��ģʽ
Ϊ���и����ͷ�Ƴ��ֱ��ṩ�����Ļ�϶
����M�������“��ͣ/ѡ������ͣ”,“������/��”��“����/����”
�Զ�������ʼ���ļ�
���������������������������ϵ�“������”
�Զ����˵�����ʵ�ֽ�������ǿ�ͽ��͵���
EDGECAM 2019�¹���
������ǿ
1����ɷ�ת�и�ѡ��
“����”ѡ���“�и��”ѡ����������“�����и�”ѡ�ѡ�и�ѡ��Ὣѡ����ת�������ָ�Ϊ���ͺ�dz������; ��ʹ����������и��Ϊ�����и����ijЩ���ߵ�Ƭ����ѡ�и��
2���µķ�������
�˰汾������һ���µķ���ر�ѭ�������ڽ��ӹ��������ֿ���
·��ѭ���������ⲿ���ڲ����롣
·��ѭ����������������ᡣ
·��ѭ���������ϲ����²�������
·�����ڲ�����رգ�ѭ���������ڵ�ǰ���
3�����Groove-Start��End Extensions
���ڿ�����Finish Grooveѭ����Leads / Linksѡ���ָ��Start��End��չֵ��
��ǰ����ֻ��ͨ���϶���ʼ/��������ʵ�֡�
ע�⣺����Ӧ��������չֵ��
4���ֲڵ�ת���Ʊ�����ǶȺͳ���
���ڰ汾��Edgecam���ṩ�˴ֲ������е�Stock Runoutѡ� �ò�������ÿ���и�ͨ������߽����졣 ���ڴ˰汾��������������ѡ�
·Runout Angle������չ�ĽǶȡ� �ڸ�ʾ���У��ڵ�һͼ����ʹ��109°�ĽǶȣ��ڵڶ�ͼ����ʹ��70°�ĽǶȡ�
·����Ҫ������ʱ����ʹ���������ȣ���Ϊ��ijЩ���������̫����
ע�⣺Runout Length�����ȼ�������ԭʼ��RunoutԪ�س��ȣ�ֻ���ڴ���ԭʼԪ�س���ʱ�Ż�Ӧ�á�
5�����Ƴ��� - ���Ӱ�ȫ����
���ڴ˰汾�����Ƴ���ѭ����“���”ѡ����������µ�“��ȫ����”���á�
��ֵ��ʾͨ��֮��İ�ȫ���룬�þ���ʼ������������������
����ǰ�İ汾�У��˲����Ǵ�“����”�˵������õģ������ڿ��ڶԻ�����ʹ�á�
6���ڶԽ�ʱ��������C��
���ڴ˰汾�������ṩ�������������ڼ�������������C�ǵĹ��ܡ�
�µ����������C�Ƕ����������ӵ�“��������”�Ի����“����”ѡ��У�ֻҪ��������C����ƹ��ܣ���ѡ������á�
ִ��ת��ʱ�������������¼���
·ѡ�������ᣬ
·ʹ��“�ƶ��Ƕ�”������������ת������Ƕȡ�
·ѡ��������ᡣ
·ʹ��“�ƶ��Ƕ�”������������ת������Ƕȡ�
·ѡ�����ᡣ
·�������ƶ����ӽ�Ȼ�����ռг�λ�á�
·������ƽ����������ᡣ
·�����ԭ�ϣ�ʵ�壬������������ת��������ĺϳɽǶȣ����ƻ����з��������������ת��
ע�⣺���������ƫ�ø����ᣨ��X�У�����֧�ֿ���C�ǡ�
7��Chamfering-Gouge Check Gapѡ��
Ϊ�˱���δѡ������ѭ���ı�Ե�ϵIJ���Ҫ����ף��ڵ���ѭ���ij���ѡ����������µ�Gouge Check Gapѡ� ��ѡ�����“��������”����Ϊ“ȥ��”ʱ���á�
���������û����ƹ��߿��Կ���ǽ�ڵľ��롣 ���ݶ��壬Gouge Check Gap��ѡ����Ե�Ϸ��ľ��룬���������������ģ�ͣ�
·����Ϊ�յ�Ĭ��ֵ��������ȵ�һ�룩��
ʹ�������������顣 ���������Ĭ��ֵΪ�㣬���ù��м�顣
8����������ײ��飨�����ף�
�ڿ�ѭ���У��о���ײ��齫��������ƶ��ļ����Ա����/�о���о�֮�����ײ����Edgecam
2019 R1���������������б��о��赲�Ŀף�
·��Longhand����У�������꽫��ѭ����·����
·��Canned����У�����NC�ļ���ɾ��ȱʧ�����ꡣ���������ƶ���������ǰ����Ϊ������һ���̶�ѭ�������ֳɶ���̶�ѭ�����Ա���ȷ����NC�����е������ƶ���
·���ڷ�����������ʾһ����Ϣ�������û��ѱ���ף�“���ڹ��߽���о߷�����ײ�����δ�ӹ�n����”��
ע�⣺�û��������������������ڼ俴��������������ѭ���һ��Update Fixturesָ������ã���˿��ܴ�����Ҫ�����������
9������������ߴ��ڻ״̬ʱʹ��CRC����·��������� - ��Ϊ�ᷢ���仯
��2018R2�У��ڷ���ѭ����������һ����飬���ι��ߴ��ڻ״̬ʱ���ü�鲻����CRC����·������������ϵ����в������������ɽ�ֹͣ�����ҽ���ʾ�û�ѡ��CRC����=��������;��ȫ��ѡ��
���ڴ˰汾������Ϊ�Ѹ���Ϊ�������д���ϵ����в����ڲ�ֹͣ��������������ɲ���������д�뾯�棬��������2018��֮ǰ�İ汾��ͬ
��������Ҳ���������������µ�ѭ�����Ƿ������¾��棺��ʹ���������ʱӦ�÷dz�С�ģ���Ϊ��ijЩ����£���ƫ�ƿ������ཻ�����Һϳɵĵ���·�������ڳ���������������δ����ģ������
����ѭ��CRC����ƫ�ƻ��ڵ��ߵ���ֱ��;һЩ�û����������������ϵ���Ҫֱ��/�뾶����Edgecam�ж��幤�ߣ���Ҫֱ������Ϊ�Ӵ���ֱ����Ϊ��ȷ����Щ���������������������������ι��ߺ�CRC����·����������ϣ��Լ�Ӧ���ر�С�ĵľ��档
10��Edgecam���Ľ�
��ΪEdgecam Inspect�����Ľ���һ���֣��Ѿ�ʵʩ��������ǿ���ܣ�
·��Wilcox Gateway�л���PCD / MIS�����Edgecam Inspect 2019 R1����ʼʹ��PCDMIS fit�⣬��Щ����о�����֤��������ѧ���㣬������һЩ�¹��ܣ���Cylindricity��Conicity��������
·������϶ѭ�������ṩ��һ��ѡ�ʹ�����ʵ��ģ���������
·���“��϶”�����ѡ���Ƿ�Ϊʵ�����ߵ㲢����ʵ��ģ������������
·ȡ��ѡ��“���”ֵ����ڻ��������ѡ�
·����ͼ���ѡ��“ѡ��”�˵���������һ��ѡ������û���Ԥ����ͼ���ͼ���ϴ���Ҫ�ء�
·��ƫ������Edgecam Inspect�����ṩ����3DԲ��/����ƫת��ѡ�����1����
ˮƽ����ƽ�湦�ܡ�
������“��”ѡ����ҵ����㲢�ڱ����ļ�����ʾ����ѡ�
���⣬�����л�����ʾ����Ҫ�����ԣ�����ÿ������ļ������ʹ���������
·������ת���еı�Ե�������ڿ�������ת���д�����Ե�ͱ߽����������磬��Բ��Բ��֮�䡣
·���빹�������ĸĽ����ڿ��Ի��ڱߺ;��������������뵽��;��뵽��Ҫ�ء�
���⣬���ڿ����ڴ���Ҫ��֮ǰ���þ������͡�
·�ֶ�������Edgecam Inspect 2019 R1�У�����ͨ�������ֶ����괴�����ܡ�
�������û���ʹ��ʹ��ʵ��ģ�ͻ���в���ȷ���ε�ģ��Ҳ���Դ���������
Ҫʹ�����������ֶ�����ѡ�ѡ��˵�>����ѡ�����Ȼ���ڴ�������ʱ������ʾһ���Ի����������������ꡣ
·���������ܿ�תλ���ڿ���ʹ���κ���д�ʷ�����������ܡ�
���������ǵ绡���ó���180�ȣ����ұ���ʹ����Ҫ��Ĺ��߷�����϶�ش����绡��
·Constructed Circle Constructed Circle�����û��������еĵ���������������Բ��������Բ/������
���������أ���֪����ѹ���룿�Ź�ע���ĺ�"��������"��ȡ
�������ڸ������°� ���ղ����أ���Ȩ��������վ������кš�ע���롢ע������ƽⲹ���Ⱦ����Ի�����������ѧϰ����֮�ã��������غ�24Сʱ��ɾ����














